SUS304レベルの耐食性
快削ステンレス鋼
ASK-3000T
- — このページの内容 —
- 高性能 SUS304系「快削ステンレス鋼」の概要
- 材料特性
- 使用例
お困りではないですか ?
加工のトラブル
・SUS304が削り辛い。
・SUS304の耐食性が必要だが、加工が難しく部品が量産できない。
・SUS304の穴あけが難しい。 バリが残る。
衛生面のトラブル
・食品衛生法に対応した材料しか使えない。
・鉛が入っている材料が使えず困っている。
・ロットごとに材料ミルシートが必要で困っている。
磁性のトラブル
・透磁率が規格外のSUS304部品に困っている。
・SUS304より透磁率が上昇しにくい材料が欲しい。
SUS304レベルの耐食性 『ASK-3000T』 快削ステンレス鋼
削りやすく、錆に強く、 低透磁率
高耐食・非磁性の部品におすすめのステンレス鋼です。
さらに「ASK-3000T」快削ステンレス鋼は高精度!
ASK-3000Tの特長
削りやすい ・ 低透磁率 ・ 錆に強い
- 加工性
SUS 303に匹敵する加工性/ 被削性 - 材料精度
ロット内でバラつきが少ない外径や真円度や円筒度の精度 - 食品対応
食品衛生法・食品、添加物の規格基準に適合 - 耐食性
SUS304レベル - 環境対応
鉛フリーで環境配慮型。また銅合金よりも価格変動の少ない・安定した高耐食ステンレス材料
耐食性
塩水噴霧試験でSUS304と同等の性能
【試験条件】
(JIS Z 2371 に基づく)
① 試験用塩溶液 : 塩濃度50±5g/l, pH6.5~7.2
② 噴霧室内温度 : 35±2℃
③ 試験時間 : 96h
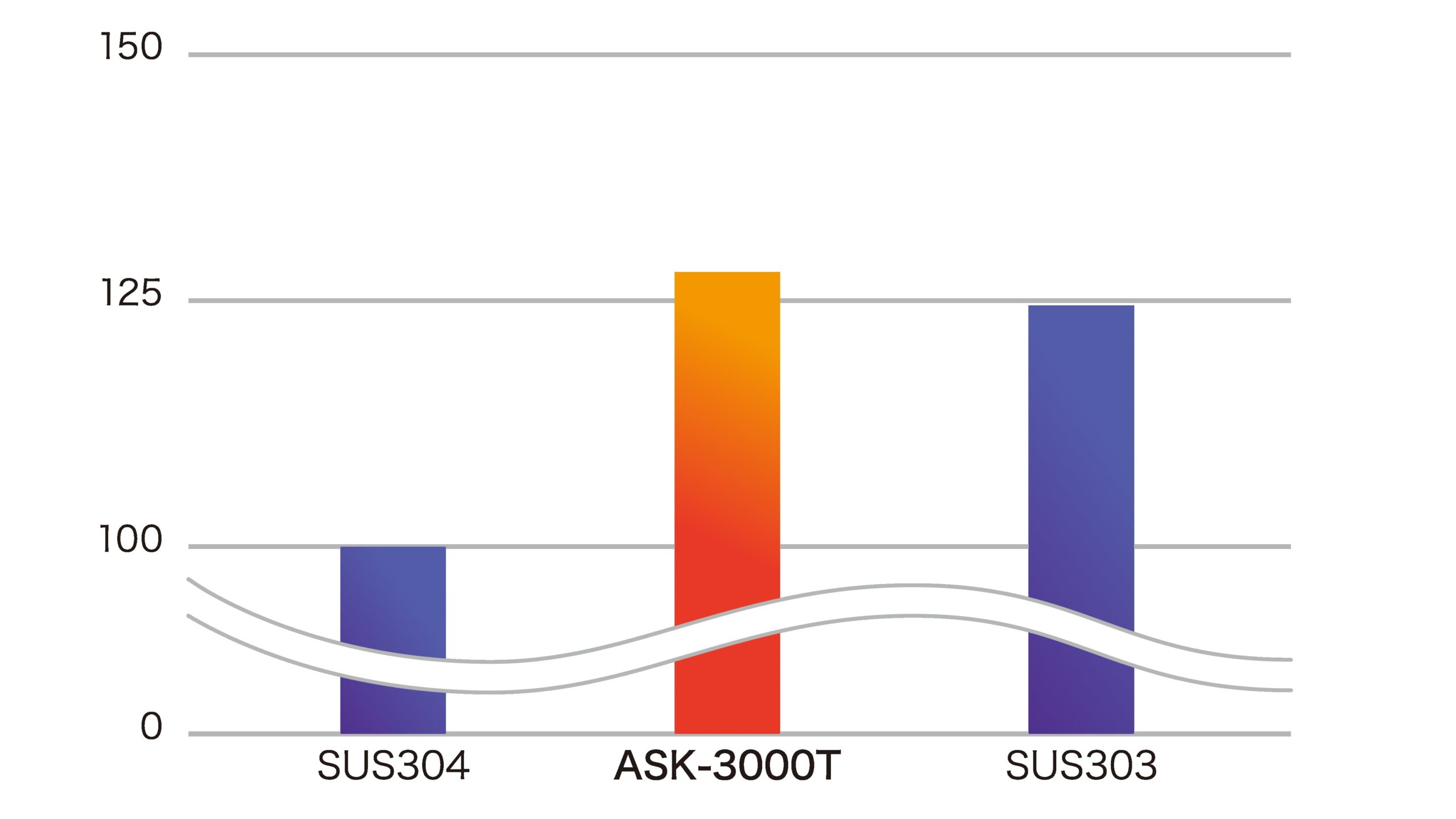
加工性・被削性
SUS304よりも削りやすい(SUS 303 に近い被削性)
【試験条件】
① 供給材 :φ10.00
② チップ :三菱マテリアル製 VP15TF
③ 切込み :1.0mm
④ 送り :0.01mm/rev
⑤ 切削速度 :150m/min
※被削性指数はSUS304の切削抵抗値を100として比較
※指数は大きいほど被削性が良い
加工性・被削性テスト ケース1
φ20の比較
サイクルタイム 25.61 % 削減(SUS304 → ASK-3000T)
加工条件比較
| No. | 加工種類 | 回転数 (min⁻¹) | 送り (mm/rev.) {送り(mm/min.)} |
||
|---|---|---|---|---|---|
| ASK-3000T | SUS304 | ASK-3000T | SUS304 | ||
| 1 | センタドリル | 1,280 | 1,280 | 0.03 | 0.02 |
| 2 | ドリル | 570 | 380 | 0.20 | 0.15 |
| 3 | 内面 | 1,240 | 950 | 0.04 | 0.04 |
| 4 | 外挽 | 1,600 | 900 | 0.03 | 0.03 |
| 5 | エンドミル | 2,200 | 950 | {230} | {100} |
| 6 | 裏挽 | 1,600 | 900 | 0.02 | 0.02 |
| 7 | 外挽 | 1,600 | 900 | 0.03 | 0.03 |
| 8 | ネジ切り | 1,000 | 1,000 | 0.07 | 0.07 |
| 9 | 外挽 | 1,600 | 1,200 | 0.015 | 0.015 |
| 10 | センタドリル | 1,280 | 1,280 | 0.03 | 0.02 |
| 11 | ドリル | 1,300 | 930 | 0.08 | 0.07 |
加工性・被削性テスト ケース2
φ20の比較
サイクルタイム 27.67 % 削減(SUS304 → ASK-3000T)
加工条件比較
| No. | 加工種類 | 回転数 (min⁻¹) | 送り (mm/rev.) | ||
|---|---|---|---|---|---|
| ASK-3000T | SUS304 | ASK-3000T | SUS304 | ||
| 1 | センタドリル | 1,280 | 1,280 | 0.03 | 0.02 |
| 2 | ドリル | 570 | 380 | 0.20 | 0.15 |
| 3 | 内面 | 1,240 | 950 | 0.04 | 0.04 |
| 4 | 外挽 | 1,600 | 900 | 0.03 | 0.03 |
| 5 | 突切 | 1,600 | 1,200 | 0.015 | 0.015 |
| 6 | センタドリル | 1,280 | 1,280 | 0.03 | 0.02 |
| 7 | ドリル | 1,300 | 930 | 0.08 | 0.07 |
加工性・被削性テスト ケース3
φ20の比較
サイクルタイム 37.48 % 削減(SUS304 → ASK-3000T)
加工条件比較
| No. | 加工種類 | 回転数 (min⁻¹) | 送り (mm/rev.) | ||
|---|---|---|---|---|---|
| ASK-3000T | SUS304 | ASK-3000T | SUS304 | ||
| 1 | センタドリル | 1,280 | 1,280 | 0.03 | 0.02 |
| 2 | ドリル | 550 | 400 | 0.10 | 0.06 |
| 3 | 内面 | 1,140 | 1,140 | 0.04 | 0.04 |
| 4 | 外挽 | 1,600 | 800 | 0.03 | 0.03 |
| 5 | ネジ切り | 1,280 | 1,280 | 0.70 | 0.70 |
| 6 | 突切 | 1,600 | 800 | 0.01 | 0.01 |
加工性・被削性テスト ケース4
φ6の比較
サイクルタイム50%削減(SUS304 → ASK-3000T)
加工条件比較
| No. | 加工種類 | 回転数 (min⁻¹) | 送り (mm/rev.) | ||
|---|---|---|---|---|---|
| ASK-3000T | SUS304 | ASK-3000T | SUS304 | ||
| 1 | 外挽 | 1000 | 600 | 0.035 | 0.010 |
| 2 | 溝入 | 0.010 | 0.007 | ||
| 3 | 外挽 | 0.030 | 0.010 | ||
| 4 | 溝入 | 0.010 | 0.007 | ||
| 5 | 突切 | 0.010 | 0.007 | ||
透磁率
オーステナイト相の安定化により
、冷間加工後の透磁率上昇による着磁がSUS304よりも発生しにくい
実績・ご使用ユーザー様 多数
食品、水栓、海上、インフラ、医療、四輪、船舶、計器、モーター、ヒンジ、シャフト …など
ASK-3000T 製品事例 紹介
| 業界 | 部品用途 | 旧鋼種 | ASK-3000T 使用効果 |
|---|---|---|---|
| 食品 | コーヒーサーバー ノズル | SUS304 | サイクルタイム短縮(生産性UP)、食品衛生法対応 |
| ドリンクサーバー ノズル | SUS304、真鍮(メッキ品) | ||
| 設備・機械 | コネクター 部品 | SUS304 | サイクルタイム短縮(生産性UP) |
| ガス機器 | SUS304 | ||
| スタッドボルト | SUS304 | ||
| 油圧・空圧機器 | 油圧流体制御バルブ | SUS304 | サイクルタイム短縮(生産性UP) |
| 空圧計測器 | SUS304 | ||
| その他 | 釣具 | SUS304 | サイクルタイム短縮(生産性UP) |
| 船外機 | SUS304 |
採用パターン(1)
SUS304からASK-3000Tへの切替で「部品加工のサイクルタイムを25% 削減」
実例
| お悩み | 水と接触する為、耐食性の高いSUS304を使っていたが、加工に時間がかかっている。 |
|---|---|
| 材料 | SUS304 ⇒ ASK-3000T |
| 加工 | 切削 / 穴あけ |
| 形状 | バルブ/ 貫通穴 |
| 効果 | 加工サイクルタイムを25%削減 |
| トータルの部品コストを10%削減 |
![]()
材料データ
化学成分(wt%)
C≦0.08、Si≦1.00、Mn≦1.25、P≦0.10、S0.08~0.12、
Te0.01~0.07、Ni11.00~12.00、Cr18.00~20.00、Mo≦0.30
物理的性質
基本質量(g/㎤):常温 7.9
ヤング率(KN/㎟):常温 193
ポアソン比:0.29
平均線膨張係数(10^6・℃):17.3
熱伝導率(W/m・℃):常温 16.3
比熱(J/g・℃):0-100℃ 0.50
比電気抵抗(Ωm×10^8)常温 :72