このページの内容
旋削加工において、「切込みを上げたら粗さが急に悪化する」。こうした現象に悩んだことはないでしょうか。
理論上は、送りを一定にしていれば、切込みを変えても面粗さは変わらないはずです。にもかかわらず現場では、「切込みを上げたら急に粗さが悪化した」という声が少なくありません。
この差はどこから来るのでしょうか。
本記事では、SUS304とSUS304タイプの快削ステンレス鋼の実測データをもとに、「粗さの値」ではなく“粗さの崩れ方”に着目して整理します。
- 理論仕上げ面粗さ(送りと粗さの関係)
- 検証(切込み増加時の粗さ比較)
- 結果(粗さの崩れ方の違い)
- まとめ
理論仕上げ面粗さ(送りと粗さの関係)
旋削加工における理論仕上げ面粗さhは、送り量とノーズRで決まります。
\( h = \frac{f^2}{8R_e} \times 1000 \ (\mu m) \)
\( f \):送り量(mm/rev)
\( R_e \):工具ノーズ半径(mm)
この関係から、面粗さは基本的に送り量で決まり、切込みは直接の支配因子ではありません。
しかし実際の現場では、切込みを増やすと粗さが悪化するケースが多く見られます。これは理論式だけでは説明できない現象です。
原因は、切込み増加によって
- 切削抵抗の増大
- 振動の発生
- 切削状態の変動(構成刃先など)の影響増幅
が起き、結果として粗さのバラツキが顕在化(ビビり発生)するためです。
検証(切込み増加時の粗さ比較)
送りを0.04mm/revで固定し切込みを増加させ、耐食性能が同レベルの2つのステンレス鋼で粗さの変化を比較しました。
尚、本検証ではノーズR 0.2mmのチップを使用しており、面粗さが出やすい条件で比較しています。
【条件】
\( 送り量 f = 0.04 \) mm/rev、\( 回転数 N = 4775 \) min\(^{-1} \)、\( 工具ノーズ半径 R_e = 0.2 \) mm
材料外径=φ10
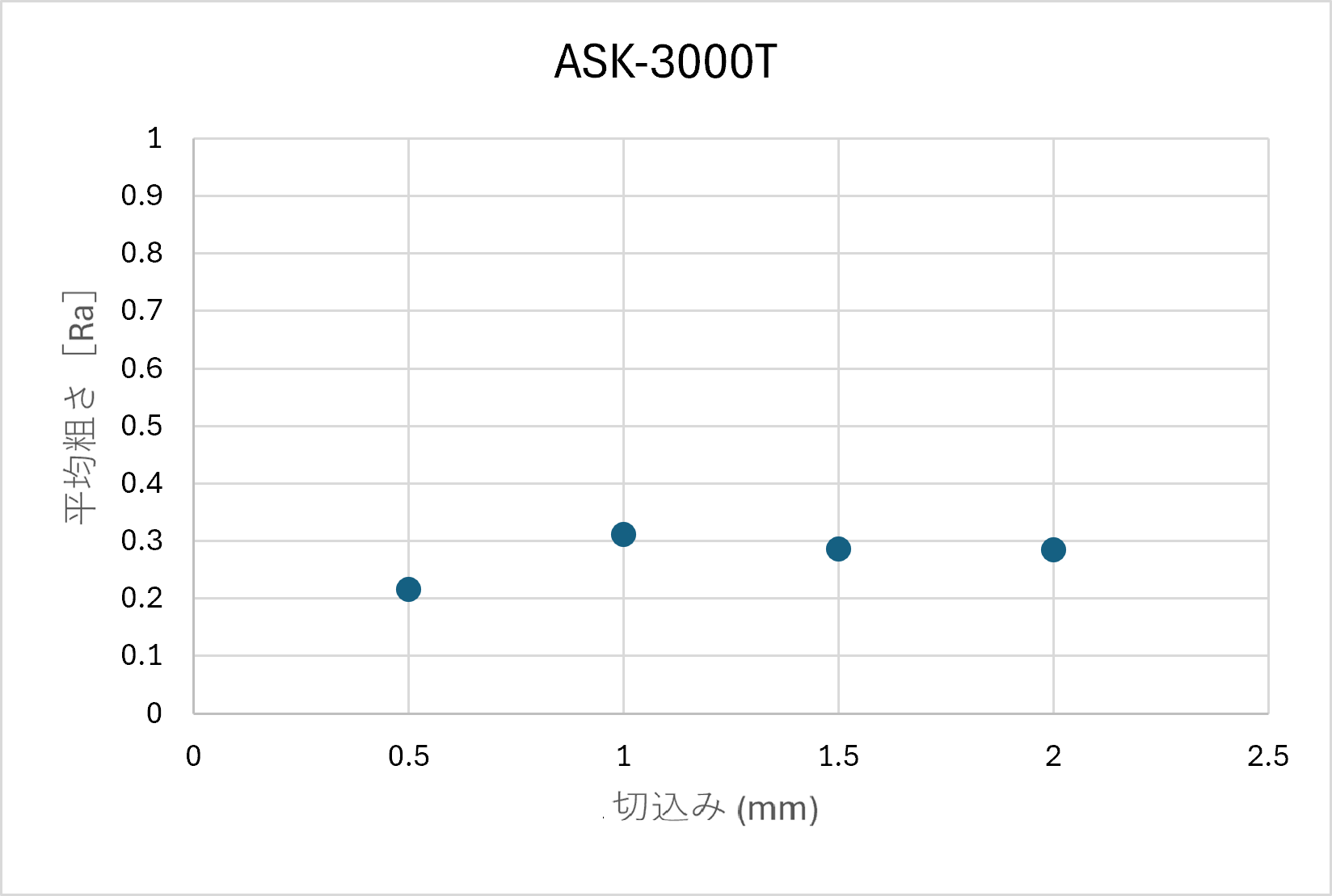
ASK-3000T 検証結果
・切込み深さ[mm] :0.5 → 2.0 mm
・粗さ平均高さRa :0.216 → 0.284
変化は小さく、切込み増加に対してほぼ横ばいです。
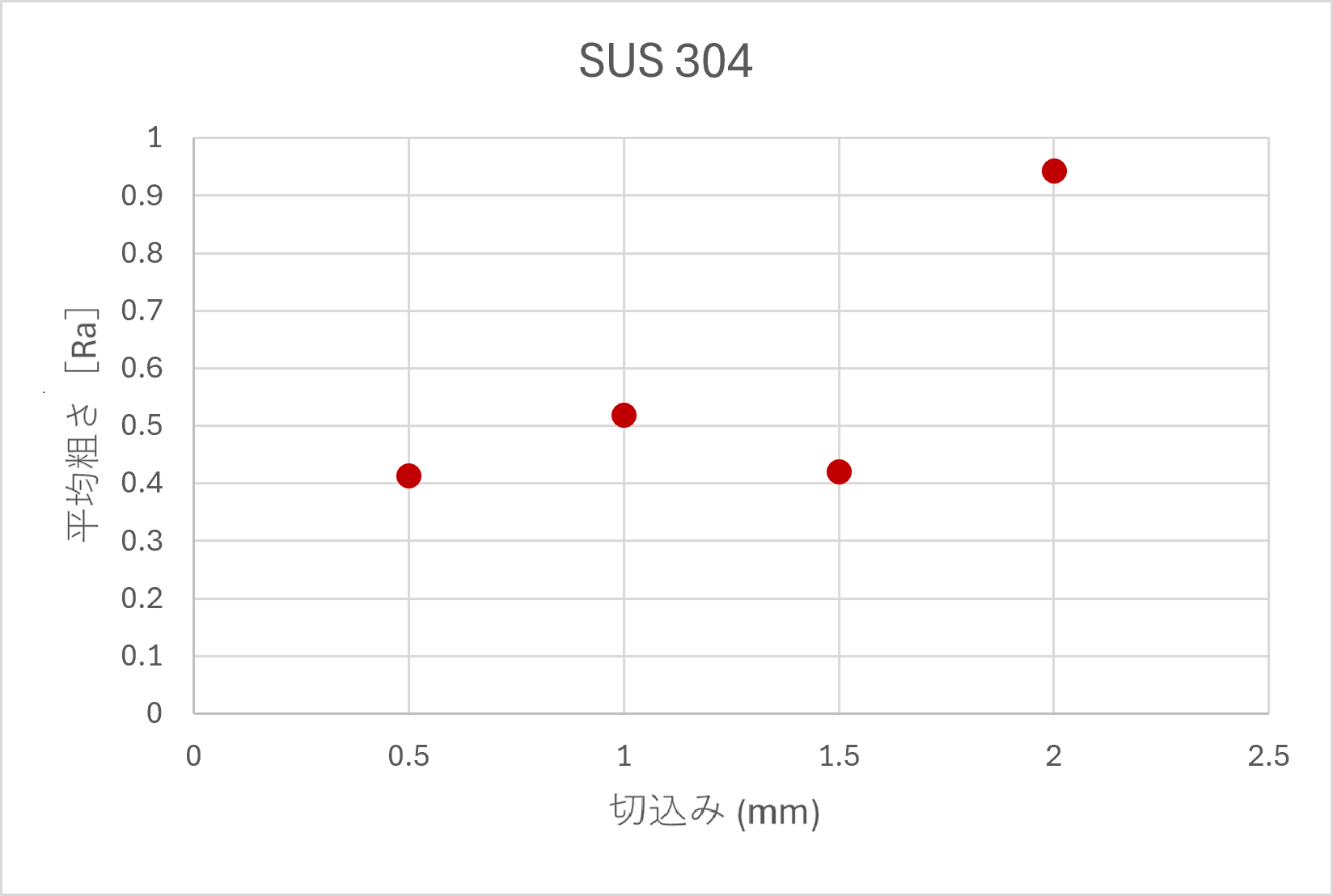
SUS304 検証結果
・切込み深さ[mm] : 0.5 → 2.0 mm
・粗さ平均高さRa : 0.413 → 0.943
切込み増加に伴い、約2倍に悪化しています。
この差は、送りが同じであるため理論式では説明できません。
重要なのは、ASK-3000Tは粗さの絶対値が特別に良いわけではなく、
切込みを増やしても粗さが崩れにくく、加工条件を変えても状態が乱れにくい点です。
| 切込み(mm) | ASK-3000T 【Ra】 | SUS304 【Ra】 | ASK-3000T [Rz] | SUS304 [Rz] |
|---|---|---|---|---|
| 0.5 | 0.216 | 0.413 | 1.479 | 2.474 |
| 1.0 | 0.311 | 0.519 | 2.012 | 2.711 |
| 1.5 | 0.286 | 0.42 | 1.966 | 3.943 |
| 2.0 | 0.284 | 0.943 | 2.010 | 5.320 |
表. 切込みに対する粗さ変化(Ra, Rz)
結果
送りから理論粗さを算出した上で、切込み増加時の粗さ変化を確認しました。
「粗さの変化量(ΔRa)」で評価したところ、
・ASK-3000T: ΔRa ≒ +0.07
・SUS304: ΔRa ≒ +0.53
で、差は約7倍となりました。
この差は、切削時の状態変動の出やすさの違いによるものと考えられます。
ASK-3000Tは、SUS304に比べ切削抵抗の変動が小さく、切込みを上げてもこれらが乱れにくいため、結果として粗さの崩れが抑えられます。
まとめ
旋削の面粗さは送りで決まる一方、切込み増加時の粗さ悪化は材料によって大きく異なります。切削状態の変動が小さい削りやすい材料ほど、条件変更に対して粗さが崩れにくくなることが確認できました。
オススメ記事